






| Назва прадукту | Размарожванне трубчастага награвальніка |
| Вільготнасць Стан Супраціўленне ізаляцыі | ≥200 МОм |
| Пасля выпрабавання на вільготнае цяпло супраціўленне ізаляцыі | ≥30 МОм |
| Стан вільготнасці Ток уцечкі | ≤0,1 мА |
| Дыяметр трубы | 6,5 мм, 8,0 мм, 10,7 мм і г.д. |
| Магутнасць | 300-400 Вт на метр |
| Даўжыня | Індывідуальны |
| Устойлівае напружанне ў вадзе | 2000 В/мін (нармальная тэмпература вады) |
| Ізаляцыйнае супраціўленне ў вадзе | 750 МОм |
| Выкарыстанне | Размарожванне награвальнага элемента |
| Матэрыял трубкі | СС304, СС316 |
| Клас абароны | IP00 |
| Зацвярджэнні | CE/CQC |
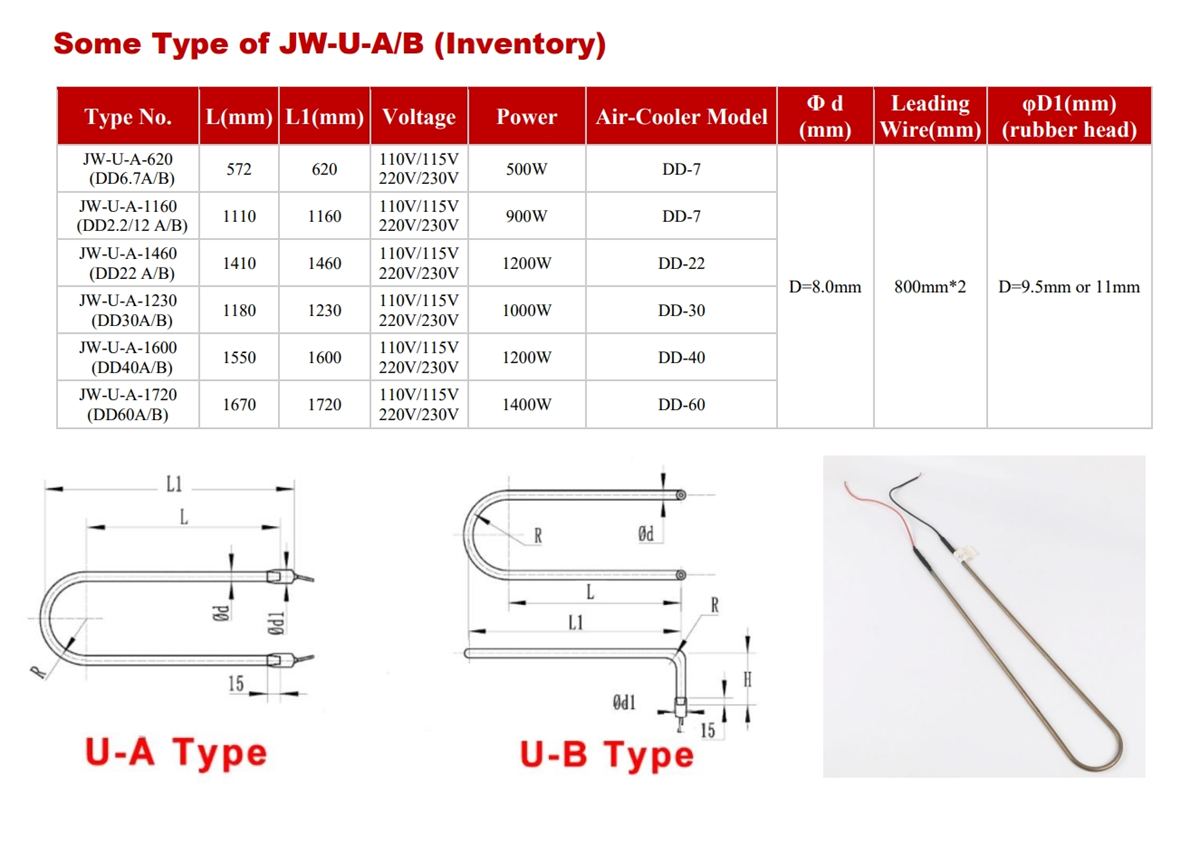
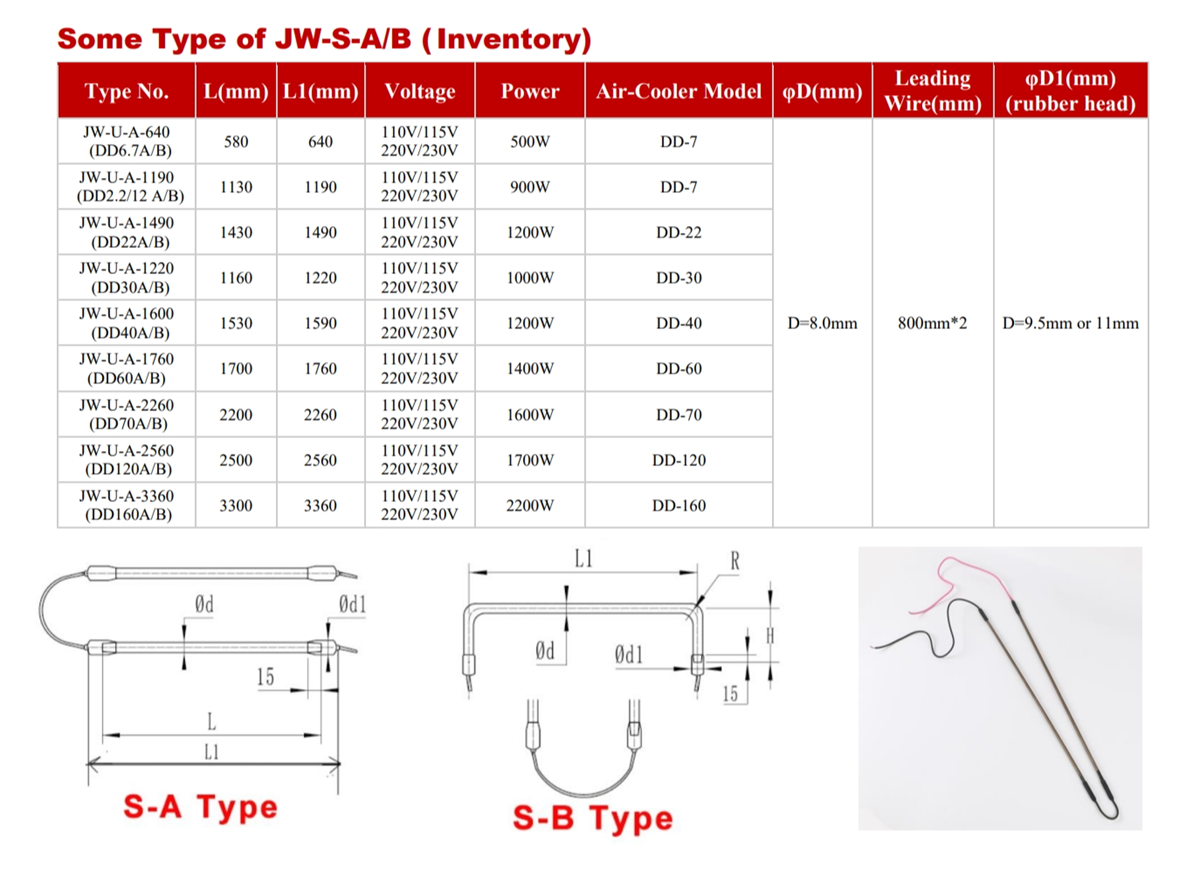
| Форма, памер, магутнасць/напружанне і даўжыня падключэння трубчастага награвальніка для размарожвання могуць быць настроены ў адпаведнасці з патрабаваннямі кліента, на нашым складзе няма стандарту, і яго неабходна наладзіць пры афармленні замовы. Магутнасць трубкі для размарожвання складае каля 300-400 Вт на метр, форма награвальніка для размарожвання ў нас ёсць прамая, U-вобразная, тыпу AA і іншая спецыяльная форма. | |



Награвальнік дрэнажнай лініі
Трубавы цеплавы пояс
Награвальны дрот для дзвярной рамы
Тэмпература паверхні, дапушчальная для розных матэрыялаў труб, неаднолькавая, напрыклад, нержавеючая сталь 304 награваецца на 450-500 градусаў, нержавеючая сталь 321 — на 700 градусаў, нержавеючая сталь 310S — на 900 градусаў; аднолькавыя матэрыялы і магутнасць труб маюць розную тэмпературу паверхні асяроддзя; тэмпература паверхні кіпячай вады з нержавеючай сталі 304 складае каля 106 °C, а тэмпература награвальнага паветра можа складаць каля 450 °C; рэкамендуецца выкарыстоўваць літы алюміній пры тэмпературы ніжэй за 380 °C, пры высокай тэмпературы алюміній можа дэфармавацца і нават плавіцца; пры аднолькавых матэрыялах і асяроддзі электрычная награвальная трубка высокай магутнасці мае высокую хуткасць нагрэву і высокую тэмпературу.
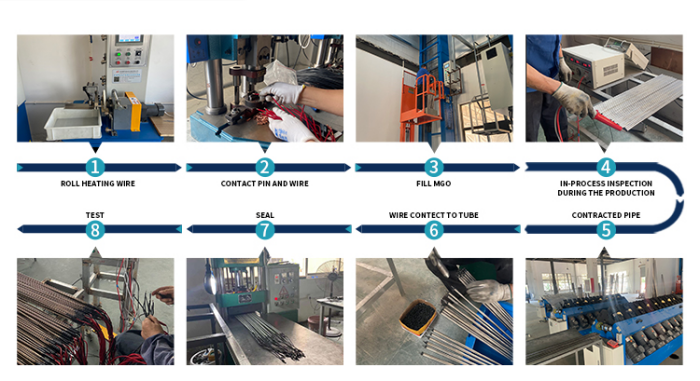
Для апрацоўкі награвальных труб з размарожваннем патрабуюцца такія матэрыялы, як сталёвая труба, напаўняльнік, электрычны награвальны провад, свінцовы стрыжань, герметызацыйны клей, высокатэмпературны провад і гэтак далей. Мы робім рэзістарны провад спіральнай формы ў адпаведнасці з вытворчай машынай для намоткі аднаго дроту, каб забяспечыць раўнамерную адлегласць намоткі. Зварваем свінцовы стрыжань і рэзістарны провад, а затым запаўняем парашок магнезіі напаўняльнікам. Пасля запаўнення парашка труба сціскаецца. Мы выкарыстоўваем машыну для ўсаджвання труб для сціскання і фарміравання, зацягваем рэзістарны провад і парашок аксіду магнію, каб зрабіць яго шчыльным, забяспечваючы ізаляцыю паміж электрычным награвальным провадам і паветрам, і цэнтральнае становішча не адхіляецца і не дакранаецца сценкі трубы. Затым мы згінаем яго ў патрэбную кліенту форму.

Перад запытам, калі ласка, дашліце нам ніжэйпаказаныя характарыстыкі:
1. Дашліце нам малюнак або рэальную карцінку;
2. Памер, магутнасць і напружанне награвальніка;
3. Любыя спецыяльныя патрабаванні да абагравальніка.
Кантакты: Амі Чжан
Email: info@benoelectric.com
Вічат: +86 15268490327
WhatsApp: +86 15268490327
Скайп: amiee19940314






